





新闻资讯
NEWS CENTER
高压电缆铝护套新工艺 ——大连康丰为古河开发SSLB500
发布时间:
2021-04-01
2021年3月23日,国际知名电线电缆期刊《Wire》刊登文章,介绍我公司开发的SSLB500超高压电缆铝护套连续包覆生产线。译文如下: 高压电缆铝护套新工艺 ——大连康丰为古河开发SSLB500 两个挤压轮驱动四根杆料进入腔体,在电缆的外侧形成护套 大连康丰的SSLB500在古河运行 大连康丰将其最新研发成果应用于为古河设计的SSLB500连续包覆生产线,采用四根杆料挤压超高压电缆的皱纹铝护套。批量生产表明,该产品在成形稳定性、生产效率、铝护套质量、耗电量等方面均表现出良好的性能。 近年来,超高压电缆铝护套的生产已采用连续包覆工艺。在以往的工艺中,两根杆料被送入一个挤压轮上的双槽中,从而形成双通道连续包覆。这种包覆所支持的产品最大直径为165mm。然而,一旦护套产品直径超过120mm,就会出现工装寿命短、模具设计复杂、挤压压力高、成形稳定性差等问题。这些问题大多是由模具结构不对称和复杂的金属流动引起的。 大连康丰的研究人员开发了一种新的立式“四通道”包覆工艺。使用两个双槽挤压轮同步旋转,带动四根杆料通过相应的通道进入腔体,在高温高压下接合在一起,通过环形模具挤出,在电缆外部形成护套层。该工艺工作范围为直径60mm-180mm,壁厚2mm-8mm。 批量生产的66kV/400mm2、110kV/1000mm2、220kV/2500mm2高压电力电缆,在成型稳定性、生产效率、铝护套质量、耗电量等方面表现良好。挤压铝管圆度达到99%,厚度偏差在±5%以内。当主轴运行在6-7.5转/分钟之间、溢料率在5%左右时,铝护套平均产量为738公斤/小时,平均能耗440千瓦时/吨。 “SSLB500的成功证明了‘四通道’护套工艺优于此前市场上的工艺,”大连康丰总经理樊志新先生说。“我们目前正在进一步开发其他电缆产品、比如超导卢瑟福电缆的铝护套,我们乐于开发新生产线,以满足我们客户的要求。” 《Wire》是国际电线电缆领域最知名的英文期刊,编辑部位于德国,已有七十多年的出版历史,在行业内具有很高影响力。
2021年3月23日,国际知名电线电缆期刊《Wire》刊登文章,介绍我公司开发的SSLB500超高压电缆铝护套连续包覆生产线。译文如下:
高压电缆铝护套新工艺
——大连康丰为古河开发SSLB500
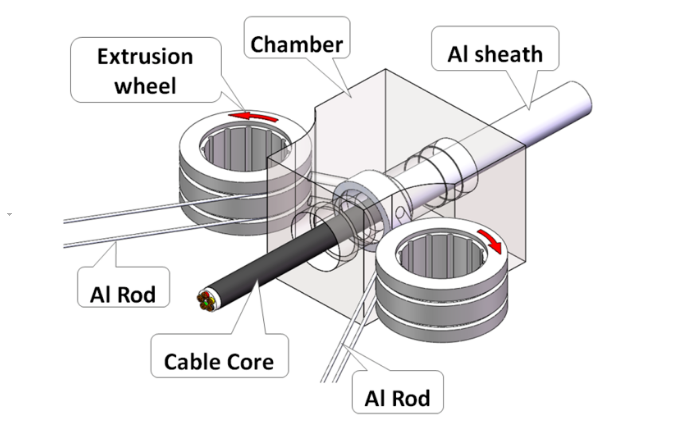
两个挤压轮驱动四根杆料进入腔体,在电缆的外侧形成护套

大连康丰的SSLB500在古河运行
大连康丰将其最新研发成果应用于为古河设计的SSLB500连续包覆生产线,采用四根杆料挤压超高压电缆的皱纹铝护套。批量生产表明,该产品在成形稳定性、生产效率、铝护套质量、耗电量等方面均表现出良好的性能。
近年来,超高压电缆铝护套的生产已采用连续包覆工艺。在以往的工艺中,两根杆料被送入一个挤压轮上的双槽中,从而形成双通道连续包覆。这种包覆所支持的产品最大直径为165mm。然而,一旦护套产品直径超过120mm,就会出现工装寿命短、模具设计复杂、挤压压力高、成形稳定性差等问题。这些问题大多是由模具结构不对称和复杂的金属流动引起的。
大连康丰的研究人员开发了一种新的立式“四通道”包覆工艺。使用两个双槽挤压轮同步旋转,带动四根杆料通过相应的通道进入腔体,在高温高压下接合在一起,通过环形模具挤出,在电缆外部形成护套层。该工艺工作范围为直径60mm-180mm,壁厚2mm-8mm。
批量生产的66kV/400mm2、110kV/1000mm2、220kV/2500mm2高压电力电缆,在成型稳定性、生产效率、铝护套质量、耗电量等方面表现良好。挤压铝管圆度达到99%,厚度偏差在±5%以内。当主轴运行在6-7.5转/分钟之间、溢料率在5%左右时,铝护套平均产量为738公斤/小时,平均能耗440千瓦时/吨。
“SSLB500的成功证明了‘四通道’护套工艺优于此前市场上的工艺,”大连康丰总经理樊志新先生说。“我们目前正在进一步开发其他电缆产品、比如超导卢瑟福电缆的铝护套,我们乐于开发新生产线,以满足我们客户的要求。”
《Wire》是国际电线电缆领域最知名的英文期刊,编辑部位于德国,已有七十多年的出版历史,在行业内具有很高影响力。

推荐新闻
2025-12-22
2025-04-11
2025-03-28
2025-03-17
2025-01-07
联系信息
Copyright © 2025 大连康丰科技股份有限公司